3D Printable Face Mask
3D Printing Details
The 3D Printable version of our filtered face mask is available for download for anyone who has access to a 3D printer. This post is to detail out the printing process and setup along with the other materials need to complete the mask assembly.
3D Printable parts can be downloaded for FREE!
PARTS NEEDED:
- 1 Mask
- 2 Filter Bases
- 2 Filter Covers
- Filter Element
- Elastic Strap
- Foam Tape
PRINTING PROCESS/SETUP
SCALING
The downloadable models are scaled in millimeters. When importing the models into your slicing software, make sure that the units in the software are set to millimeters.
ORIENTATION
The models need to be orientated in a position that requires the least amount of support material. The Filter Bases (2x) and the Filter Covers (2x) should be laid flat onto the build table so that the minimal support material is needed.
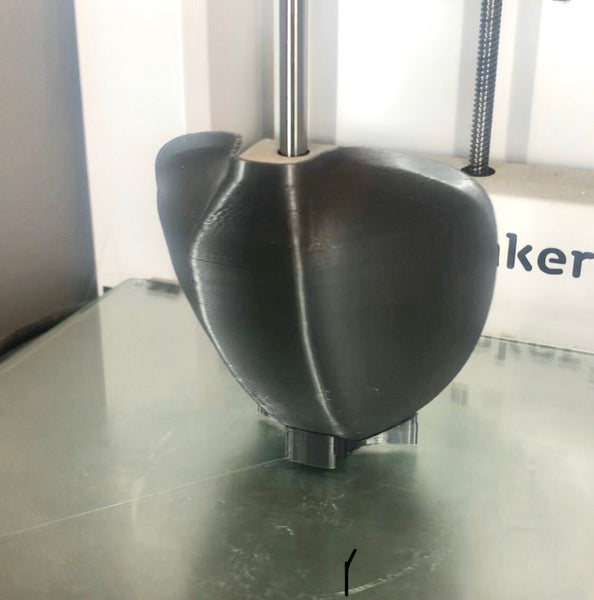
The Mask (1x), I have found that standing mostly upright allows for the least amount of support material but might extend the printing time. The orientation of the Mask can be experimented with to help the user find a position that works best for their 3D printer.
SUPPORT MATERIAL
Ideally, you should use a setup with a dual extruder. One side printing with build material and the other with a different support material. In the case you do not have a dual extruder setup, that is still okay and will work just fine. I have found that the Mask model prints good when you restrict the support material to areas of the model that just touch the build table.
I have setup my support material parameters as follows:
- Areas touching build plate
- Grid style pattern
- 15% support density
- 0.3mm infill layer thickness
BUILD MATERIAL
For the build material, I am using a PLA filament because it is a very stable and easy material to print with.
The build material parameters are as follows:
- 0.3mm Layer thickness
- 1mm bottom/top thickness
- 1mm wall thickness
- 25% infill density
- Tri-hexagon infill pattern
- 10% infill overlap percentage
NOZZLE
I am using a 0.6mm nozzle tip.
PRINT SPEED
I am using the default printer speed for my 3D printer, an Ultimaker 2+. These parameters can change depending on your preferences and the printer you are using.
The speeds are as follows:
- Print speed: 55mm/s
- Outer wall speed: 35mm/s
- Travel speed: 120mm/s
To complete the filtered mask after the 3D printing process is done, you will need the following:
- Filter element
- Elastic Strap or Band
- Single sided Foam or Rubber tape
FILTER ELEMENT
In this current time, filter element is scarce. Most suppliers are sold out or have stopped selling except to medical facilities or medical supply companies. At this point, it is a "whatever works" kind of situation.
For the prototype, I used a HEPA air purifier filter that I tore apart and cut the filter element into a size that fits into the mask. Other air filters will work that use a corrugated style filter element. This element can be flattened and cut into smaller pieces to fit. Make sure the filter you are using DOES NOT contain any fiberglass material since this would be harmful to inhale.
ELASTIC STRAP or BAND
For the prototype, I utilized a round elastic cord that I purchased from a local fabric supply store. This can either be a cord or and strap. It also does not have to be elastic if you find something that can be tied off to hold the mask in place.
SEALANT TAPE
Since this 3D printed version is most likely a rigid part, you will need some sort of sealant tape around the perimeter of the mask that comes into contact with the face. For the prototype, I used a 3/8" wide x 3/16" thick single sided foam tape that is used for weather stripping. This can be purchased from any hardware store. For more sterile purposes, a more solid, gasket-like sealant tape will be better since the foam will harbor bacteria in the open-cell construction of the material.
If you have any further questions, you can contact me either through the contact page here on my website or email me at jp@sparc.industries.